Wastewater treatment, a working reference.
A working reference on wastewater treatment processes, compiled by MicroLink Data Centers for partners exploring heat-recovery and resource-integration opportunities. Originated from a technical conversation with Maddy Fairley-Wax, P.E. (Jacobs Solutions), and now maintained as part of MicroLink's Library of domain briefings.
- 01 The wastewater treatment process — basics Sludge · Influent
- 02 Anaerobic digestion — the heart of the plant 35 °C / 55 °C
- 03 The Microbial Hydrolysis Process — the upgrade 75% conversion
- 04 Thermal hydrolysis — the other intensification 165 °C, 6 bar
- 05 Cogeneration — power and heat at San José today 14 MW, $20M (2017)
- 06 Biogas pathways and economics Flare · Burn · Sell
- 07 Why the integration matters — synthesis Substitution · Capacity
The wastewater treatment process — basics
Before you can integrate with a wastewater plant, you need to know what comes in, what comes out, and what the operators call each thing in between.
DEFINED
Sludge is the solids fraction of wastewater. It comes in two flavours that combine into a single feed to the digesters:
- PrimarySettles out at the head of the plant, before biological treatment. Mostly organic solids, fats, undigested matter.
- SecondaryBiological solids produced during aerobic treatment. The biomass that grew while consuming dissolved organics.
Once the combined stream enters a digester, it's raw sludge. Once it comes out, it's digested sludge. Cellulose is a major component, and a substantial portion of municipal-wastewater cellulose comes from toilet paper.
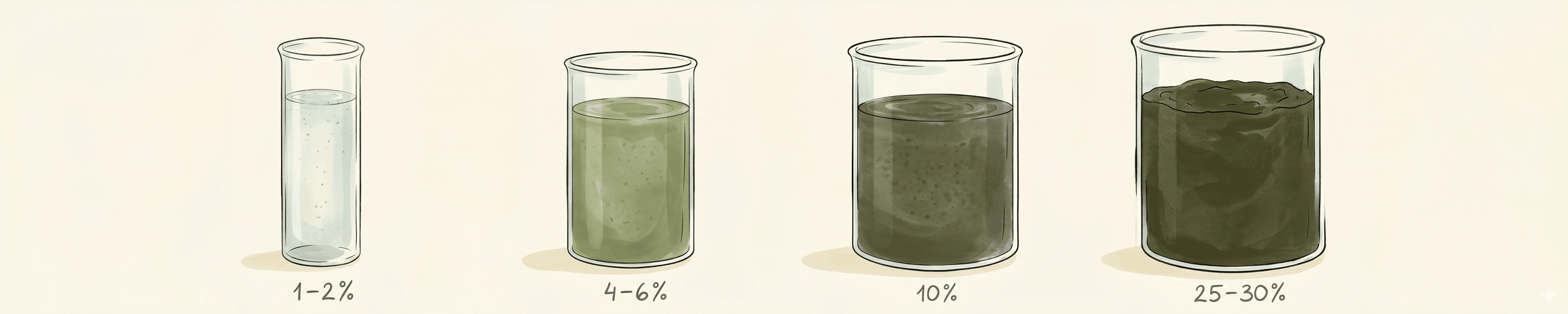
FIG. 1The journey of solids concentration through a wastewater plant. Standard digester feed is 4–6%. Thermal hydrolysis pre-treatment lifts feed concentration to 10% — the primary intensification mechanism for the digester volume.
BY CITY
Composition is broadly stable across municipalities. The influent in San José isn't materially different from Cleveland or Phoenix on a residential basis. The exception is industrial influent. Maddy gave Duluth, Minnesota as the example: ~50% of that plant's influent is from a single paper mill, which gives it a completely different character. San José is dominantly municipal, so the standard process design assumptions apply.
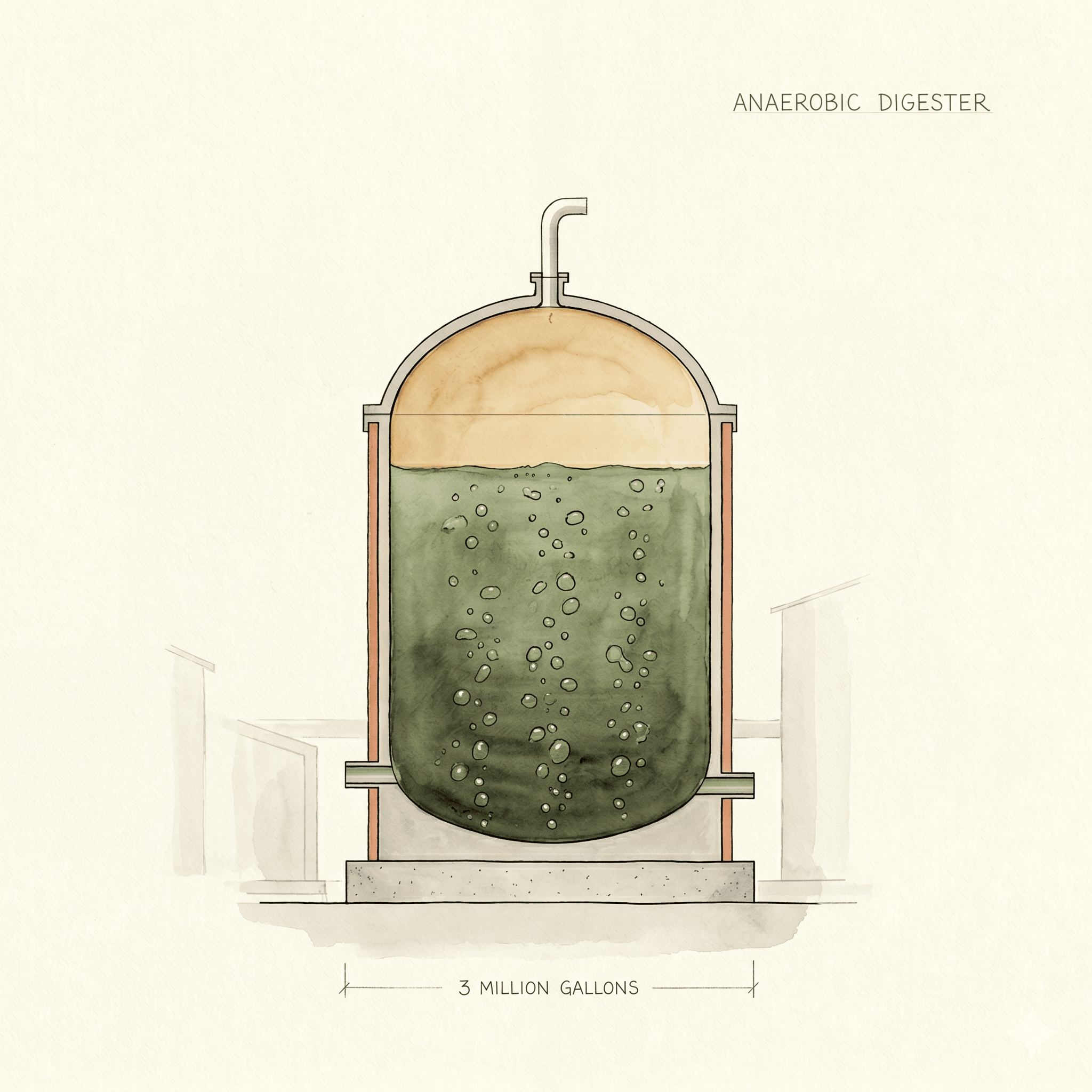
Anaerobic digestion — the heart of the plant
Bacteria, no oxygen, organic matter going in, methane coming out. The central process in modern bio-solids handling, and the centre of gravity for any thermal integration.
PROCESS
Anaerobic digestion is the biological breakdown of organic solids in the absence of oxygen, performed by communities of bacteria that consume organic matter and produce biogas (mostly methane and CO₂) as a metabolic by-product.
Mesophilic
35 °C- The most common configuration globally
- Stable, well-understood operation
- Lower energy input to maintain
- More tolerant of upset and feed variability
- Slower kinetics, longer retention time
Thermophilic
55 °C- Faster reaction kinetics
- Better pathogen kill (Class A biosolids)
- Higher conversion rates
- More sensitive to upset
- Higher heat input required
at San José
per vessel
raw thickened sludge
conventional AD
QUESTION
The dominant heat duty isn't maintaining digester temperature. It's bringing raw thickened sludge from inlet temperature up to digestion temperature. That's where most of the heat input goes. Once at temperature, the digester is reasonably well-insulated and only needs makeup heat for ambient losses and for new feed coming in.
This matters for MicroLink because the duty where heat is consumed — raw sludge preheat from 15–20 °C up to 35 °C — is exactly the duty that 45–55 °C waste heat is well-matched to. The high-grade cogen heat (80–85 °C) currently doing this work is over-specified for the duty.
"Once at temperature, the digester only needs makeup heat. The work is in getting the raw sludge there in the first place."
Maddy Fairley-Wax, P.E. · Process Engineer, Jacobs SolutionsMicrobial Hydrolysis Process — the upgrade
A side-stream reactor that attacks the cellulose conventional digestion can't crack. The reason San José's ADFU programme matters globally.
IT DOES
MHP targets the hard-to-digest cellulosic material that conventional anaerobic digestion can't break down — the 40% that would otherwise leave as digested sludge. It uses a specialised bacterial culture engineered for cellulose hydrolysis.
Rather than running the entire digester at MHP conditions, a fraction of the digester contents is diverted, treated in the MHP reactor, then returned. This concentrates the cellulose-attack chemistry in a small dedicated vessel rather than imposing it on the full 3-million-gallon volume.
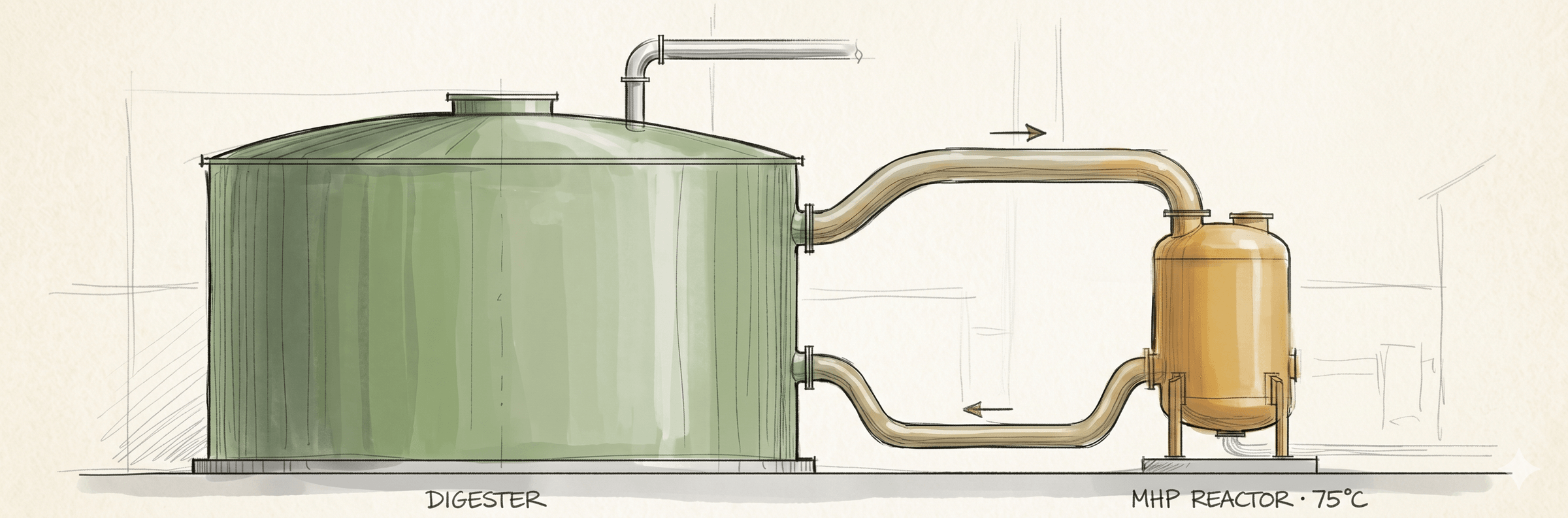
FIG. 3The side-stream architecture concentrates cellulose-attack chemistry in a small dedicated vessel rather than imposing it on the full digester volume. This is what makes MHP economically deployable on operating plants.
Quantified upgrade — conversion uplift
EFFECTS
Less digested sludge means smaller dewatering equipment, less truck haulage, lower disposal costs, smaller footprint for the bio-solids handling train. The capex saving on those downstream systems can partially offset the capex of the MHP module itself.
First full-scale MHP facility is currently under construction in Denmark. Until that plant is commissioned, all MHP performance data comes from pilot-scale or technology-vendor projections. San José will be the largest active MHP deployment in the United States once built.
Thermal hydrolysis — the other intensification
High pressure, high temperature, applied before the digester rather than as a side-stream. Maddy's preferred clean-sheet configuration.
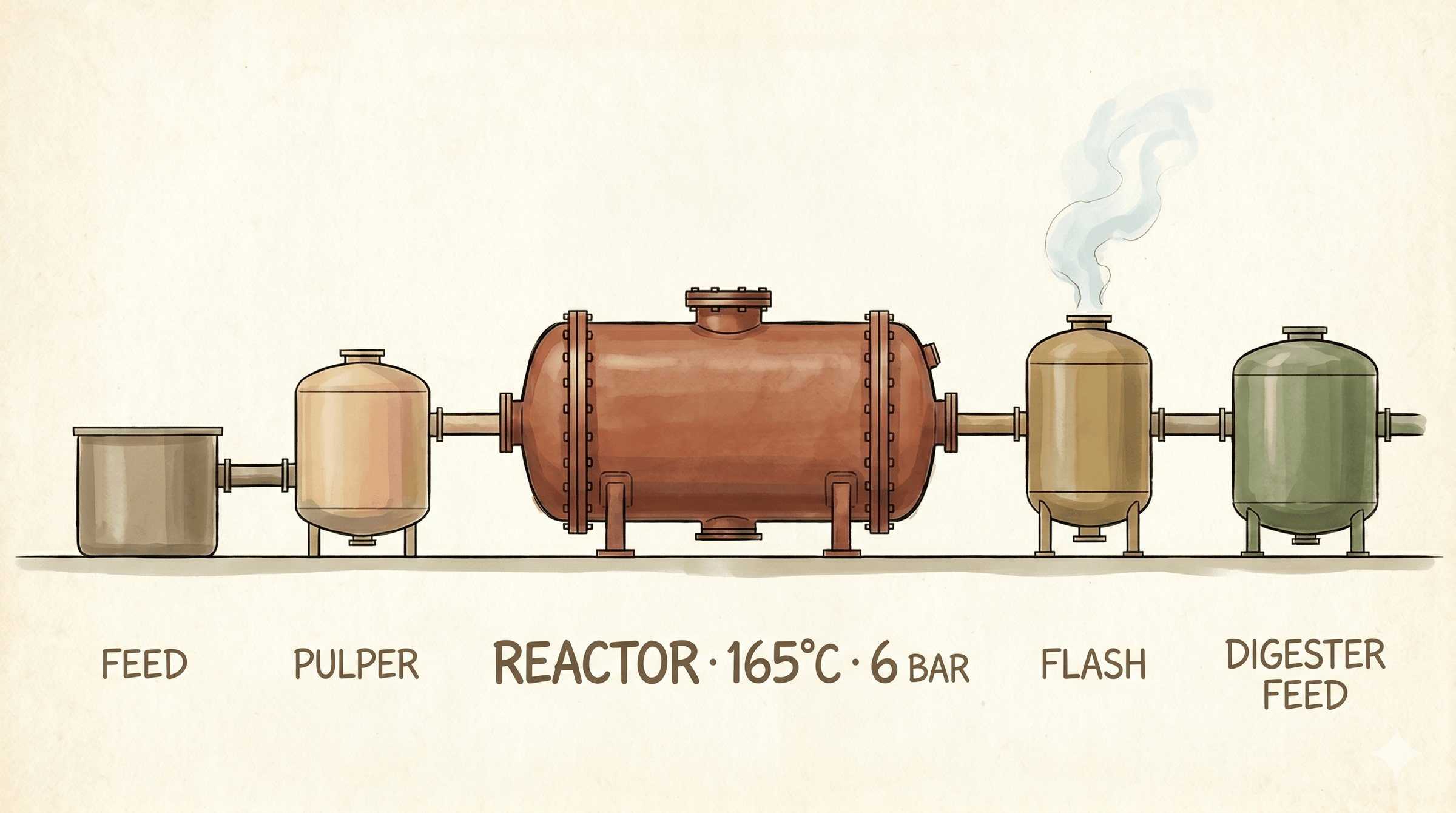
FIG. 4Thermal hydrolysis pre-treatment. Sludge held at 165 °C and 6 bar for ~30 minutes mechanically and chemically breaks down complex biological material before it enters the digester. The result: feed concentration lifts from 6% to 10% solids — a 67% intensification of the existing digester volume.
EFFECTS
- Higher feed concentration. Pre-treated sludge is less viscous and easier to handle, allowing the digester to be fed at up to 10% solids instead of 4–6%. The same digester volume processes much more dry mass — effective intensification of existing infrastructure.
- Better digester kinetics. The pre-broken material is more accessible to the bacteria, so conversion is faster and more complete.
"In a clean-sheet design, the train would be: thermal hydrolysis pre-treatment, feeding digesters at up to 10% solids, followed by thermophilic anaerobic digestion paired with MHP as a side-stream."
The configuration to maximise conversion · minimise downstream solidsCogeneration — power and heat at San José today
A critical correction. The cogen system is genuinely a combined heat-and-power system, not a power system that wastes its heat.
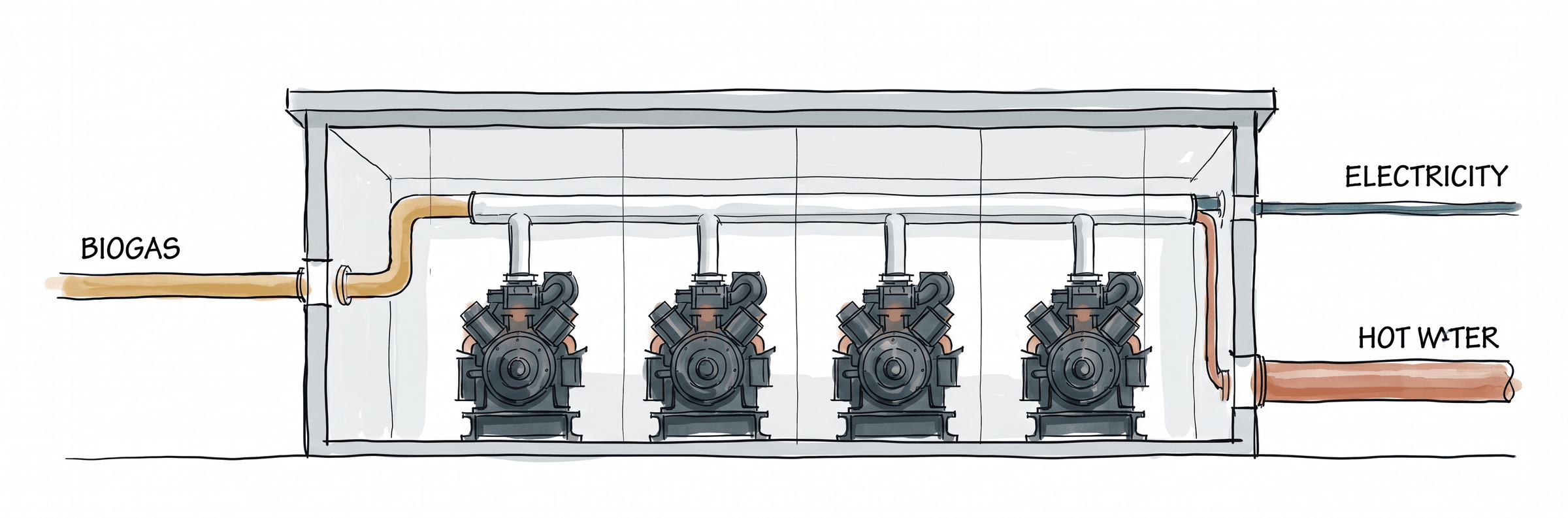
FIG. 5The cogen system at San José is genuinely a combined heat-and-power system. Engine jacket water at 80–85 °C runs through heat exchangers that warm the digesters. This reframes the MicroLink opportunity from "capture wasted heat" to "substitute for cogen heat at lower-grade duties, freeing high-grade cogen capacity for the new MHP module."
capacity
2017
with escalation
delivery temp
Heat exchangers — three common types
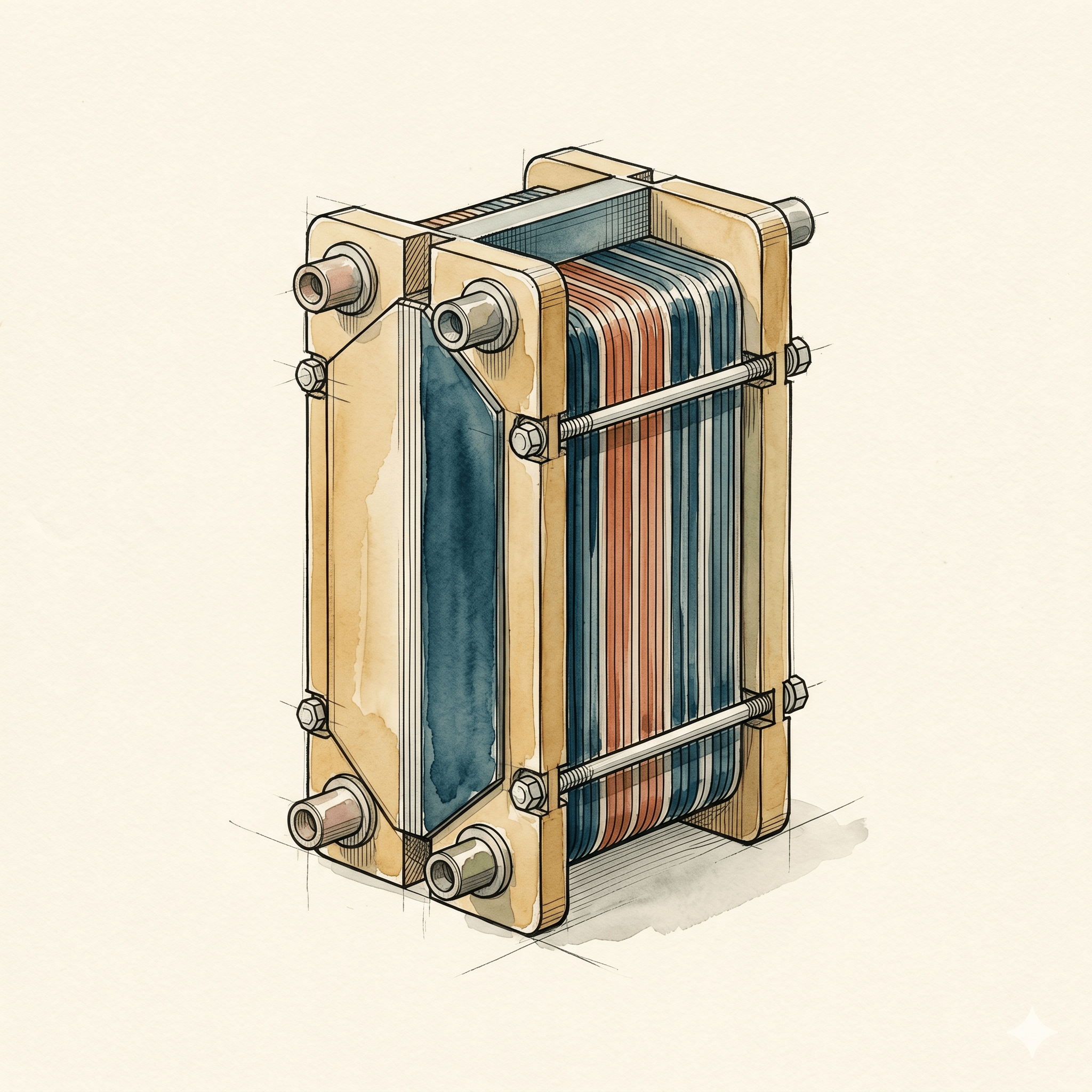
Plate
Compact, efficient, easy to clean. Best for clean fluids; lower fouling tolerance.
Modern · compact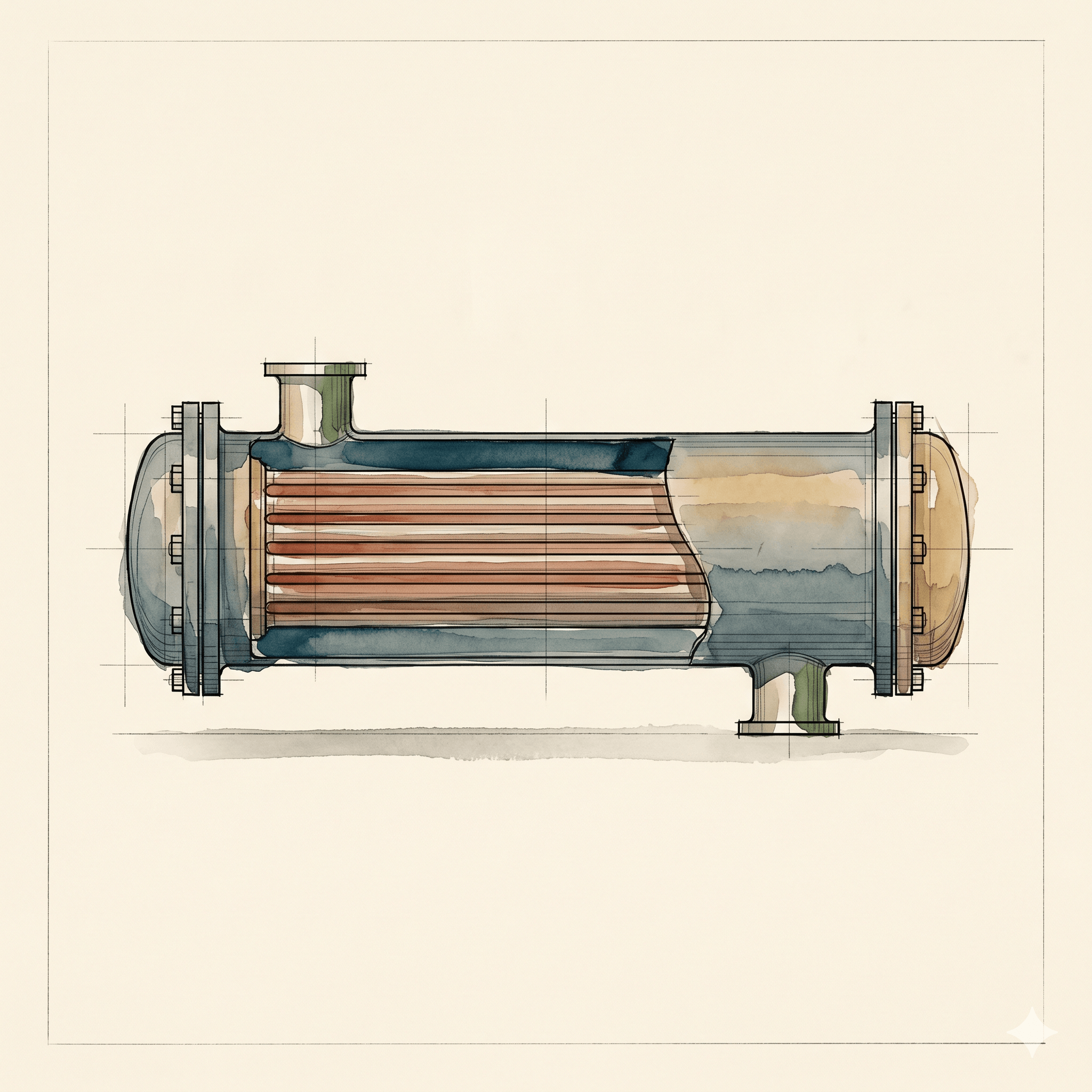
Tube-and-tube
Robust, handles fouling well, used where sludge solids are present.
Workhorse · proven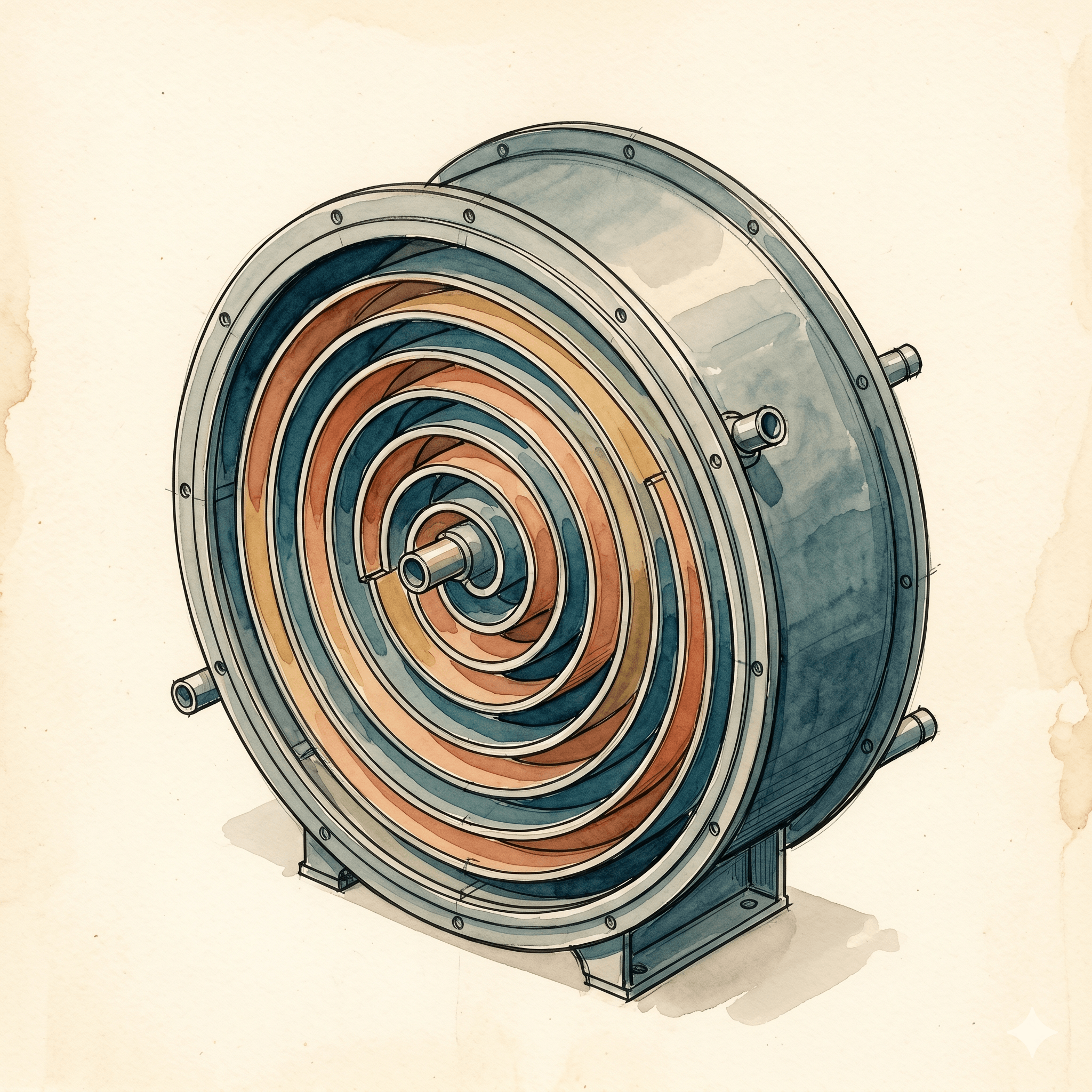
Spiral
Best for very fouling fluids, easier maintenance, higher capex.
Specialised · high-foulingBiogas pathways and economics
Three things to do with the methane the digester produces. The choice is structural — driven by capex math, not by whether the technology works.
Lowest value
$60–70M today
Highest value
REFERENCE
A large facility in Sacramento has a $140M, 15 MW biogas utilisation contract. Useful comparator for the scale of capital being deployed in this sector — and the kind of capex required for serious beneficial use.
The reason many plants flare is structural. The capital required for biogas utilisation infrastructure is high, while the displaced energy value at municipal utility rates is low. The math doesn't pay back at a typical 20-year horizon. This is why third-party capital — like MicroLink — can unlock projects that the utility itself can't justify on its own balance sheet.
Why the integration matters — synthesis
Not heat supply gap-filling. Thermal substitution and capacity unlocking. The plant becomes more productive without becoming larger.
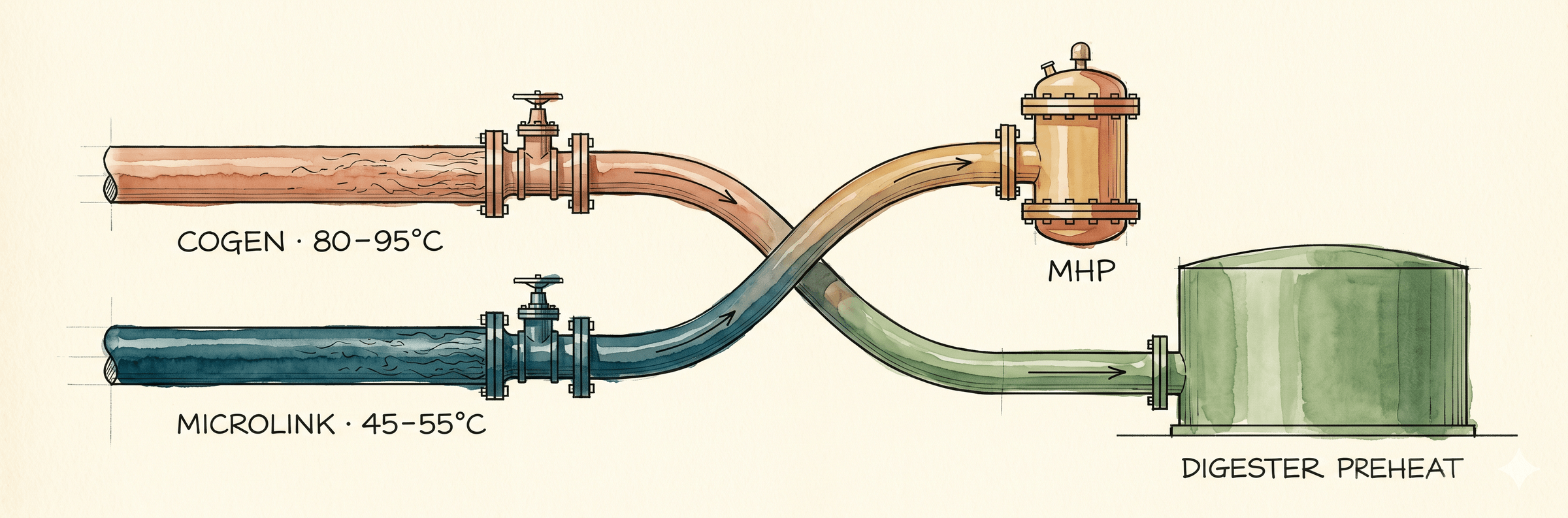
FIG. 7The substitution logic. MicroLink's 45–55 °C waste heat is well-matched to the lower-grade thermal duties (mesophilic digester heating, raw sludge preheat). That substitution frees the high-grade cogen capacity (80–95 °C jacket water) for the new MHP module, where high-grade thermal demand is concentrated.
RESULT
The technical case for MicroLink at San José isn't about adding heat to a heat-starved plant. The plant already has more cogen heat than it needs for current operations. The case is about thermal substitution and capacity unlocking.
Same volume of biogas, producing more useful work. Same digester volume, processing more solids. Same site footprint, generating more output. The plant becomes more productive without becoming larger.
via MHP
BTM electricity
via THP
at 10 MW IT
This reference originated in a 29 April 2026 conversation with Maddy Fairley-Wax, P.E. (Jacobs Solutions), and has been compiled into MicroLink's Library as a living document. It will continue to develop as we meet more partners and learn more about the domain.
Any errors in interpretation are MicroLink's; the substance is drawn from people who do this work.